

DerRollgruppeist eine Kernkomponente des Gürtelförderers, der für die Unterstützung des Förderbandes und zur Reduzierung des Laufwiderstands verantwortlich ist. Die Qualität der Montage wirkt sich direkt auf die Stabilität, Lebensdauer und Betriebsgeräusche des Förderers aus. Die folgenden Einzelheiten finden Sie in den wichtigsten Punkten der Rollgruppenbaugruppe aus vier Abmessungen: Vorbereitung der Vorgruppe, Kernbaugruppe, um einen standardisierten und effizienten Montageprozess zu gewährleisten.
1. Vorbereitung vor der Assembly: Legen Sie das Fundament und vermeiden Sie Risiken
Vor der Montage müssen drei Kernaufgaben - "Materialinspektion, Werkzeugvorbereitung und Umweltreinigung" - erledigt werden, um Nacharbeiten oder Qualitätsgefahren zu vermeiden, die durch vorläufige Auslassungen verursacht werden.
1.1 Materialzählung und Qualitätsinspektion
● Überprüfen Sie die Kernkomponenten der Rollengruppe eins nach dem anderen: Walzen (einschließlich Rollenkörper, Lagergehäuse, Lager und Öldichtungen), Klammern, Wellen, Befestigungselemente (Bolzen, Muttern, Unterlegscheiben) usw. Stellen Sie sicher, dass die Menge den Zeichnungen entspricht, ohne fehlende oder falsche Teile.
● Qualitätsüberprüfung von Schlüsselkomponenten:
◆ Rollenkörper: Keine Beulen, Verformungen oder Rost auf der Oberfläche; Einheitliche Wandstärke (Spotinspektion mit einem Bremssattel ist verfügbar); Die Lagergehäuse an beiden Enden sind festgeschweißt (kein falsches Schweißen oder Risse).
◆ Lager: Flexible Rotation ohne Jamming oder abnormales Rauschen; intakte Dichtungsabdeckungen (um ein Eingeben von Staub und Öl zu verhindern); Die Modelle entsprechen den Zeichnungen (z. B. tiefe Rillenkugellager 6204, 6205).
◆ Klammern: Das Material erfüllt die Anforderungen (meist Q235 -Stahl); keine Grat oder Verformung an den Schweißverbindungen; Genaue Position der Befestigungslöcher (der Lochdurchmesser entspricht den Schrauben mit einem Fehler ≤ 0,5 mm).
1.2 Werkzeug- und Hilfsmaterialvorbereitung
● Wesentliche Werkzeuge: Drehmomentschlüssel (kritisch für die Sicherstellung des Drehmoments des Bolzens entspricht Standards), verstellbarer Schraubenschlüssel, Sechskantschalenschlüssel, Bremssattel (zum Messen von Abmessungen), Fühlermessgeräte (zum Messen von Lücken), Gummihammer (um Schäden an Bestandteilen vor dem Häuten zu vermeiden), das Tragwerkzeug (E. G., E. G., Sming, Sming, Smell, die Bearring -Taste.
● Hilfsmaterialien: Fett (entsprechen den Lagern wie Lithiumbasis-Fett Nr. 2, verwendet zur Lagermeldung), Rost-Inhibitor (auf die Schweißverbindungen der Klammern nach der Baugruppe besprüht), Reinigungsstoff (zum Wischung von Ölflecken und Staub auf Komponenten).
1.3 Anforderungen an die Baugruppe Umgebungen
● Die Stelle sollte flach und trocken sein, um feuchte Umgebungen (um das Rosten von Komponenten zu verhindern) und staubige Umgebungen (um zu verhindern, dass Verunreinigungen in die Lager eintreten).
● Legen Sie Schutzpolster (z. B. Gummi -Pads, Holzbretter), um Kratzer am Rollenkörper zu vermeiden, der durch direkten Kontakt mit dem Boden verursacht wird.
2. Kernbaugruppesprozess: In Sequenz arbeiten und Präzision sicherstellen
Die Versammlung derRollgruppeSollte der Abfolge von "Zuerst die Rolleinheit zusammenstellen → dann die Klammer → endlich reparieren und verifizieren" zusammenstellen. Die Präzision muss in jedem Schritt kontrolliert werden, um eine Fehlausrichtung der Komponenten zu vermeiden.
Schritt 1: Rollereinheitsbaugruppe (der Kern des Kerns)
Die Walzeneinheit ist die "Ausführungseinheit" der Walzengruppe, die aus Rollenkörper, Lagern, Wellen und Öldichtung besteht. Konzentrieren Sie sich während der Baugruppe darauf, "flexible Lager und zuverlässige Versiegelung" sicherzustellen.
1.1 Zusammenstellung von Lager und Lagergehäusen
Tragen Sie zunächst eine kleine Menge Fett auf die Innenwand des Lagergehäuses auf (eine dünne Schicht, die die innere Wand bedeckt, reicht aus; übermäßiges Fett kann dazu führen, dass das Lager erwärmt wird).
● Drücken Sie eine Presse, um das Lager sanft in das Lagergehäuse zu drücken (der Kraftantragspunkt befindet sich auf dem Außenring des Lagers; drücken Sie den inneren Ring). Stellen Sie sicher, dass es keine Lücke zwischen dem Lager und dem Lagergehäuse gibt (die Inspektion mit einem Fühlermesser ist mit einer Lücke von ≤ 0,05 mm verfügbar).
● die Öldichtung einbauen: Böte die Öldichtung (meistens doppellipöl dichtung) in die Rille des Lagergehäuses. Stellen Sie sicher, dass die Öldichtung ohne Abweichung am äußeren Außenring fest angebracht ist (um während des Betriebs einen Staubeintritt oder einen Staubeintritt zu verhindern).
1.2 Montage von Welle und Rollkörper
● Verlangen Sie die Welle (mit einer glatten Oberfläche und ohne Grat) durch den inneren Innenring an einem Ende des Rollers und schieben Sie sie vorsichtig zum inneren Innenring am anderen Ende. Stellen Sie sicher, dass die Welle vollständig am inneren Innenring befestigt ist (keine Lockerheit).
● Rotationstest des Rollenkörpers: Drehen Sie den Rollenkörper von Hand; Es sollte sich flexibel drehen, ohne zu jammen oder abnormales Geräusch, und die Rotationsträte sollte gleichmäßig sein (kein "stotternisches Gefühl"). Wenn Jamming vorliegt, zerlegen und prüfen Sie, ob das Lager umgekehrt installiert ist oder ob Verunreinigungen vorhanden sind.
Schritt 2: Montage von Rolleneinheiten und Klammer
Die Klammer ist der "Support -Rahmen" der Roller -Gruppe. Es ist erforderlich, die genaue Position der Rolleneinheit in der Halterung zu gewährleisten, um eine Abweichung des Förderbandes zu vermeiden.
2.1 Positionierung der Rolleneinheit
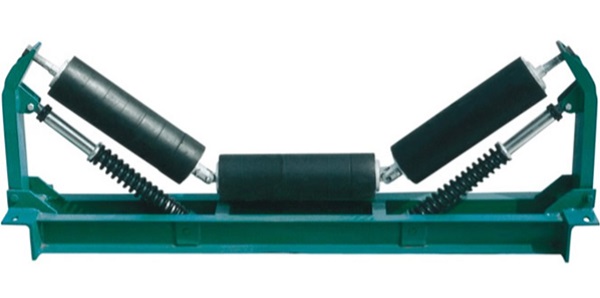
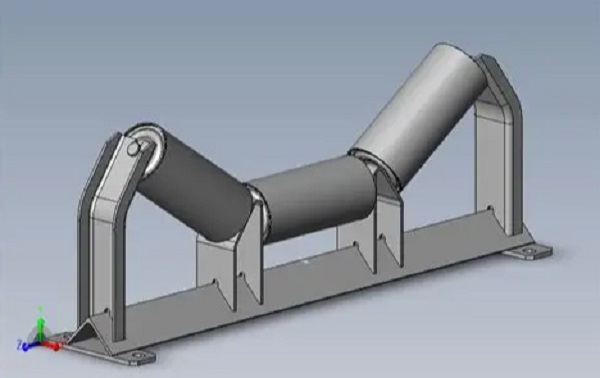
● Legen Sie gemäß den Anforderungen der Zeichnungen die zusammengesetzten Rolleneinheiten (eine einzelne Rollgruppe enthält normalerweise 2-5 Rolleinheiten; beispielsweise enthält eine "Parallel-Roller-Gruppe" 3 Einheiten und eine "Trog-Rollergruppe" enthält 2 Seitenrollen + 1 Mittelwalze) in die Monoves des Backets.
● Besonderer Aufmerksamkeit sollte der Trog -Rollergruppe gelegt werden: Der Winkel zwischen den Seitenwalzen und der mittleren Walze (normalerweise 30 °, 35 °, 45 °, sollte gemäß den Zeichnungsanforderungen mit einem Winkellineer gemessen werden, wobei ein Fehler ≤ 1 ° verursacht wird (Winkelabweichung führt zu einer uneinheitlichen Kraft auf den Förderbelt, leichter zu führen, was zu einer Abweichung führt).
2.2 Bolzenfixierung
● Führen Sie die Schrauben durch die Montagelöcher der Halterung und die Lagerhäuser der Rolleneinheit, legen Sie die Unterlegscheiben (flache Waschmaschine + Federscheibe, um eine Lockerung zu verhindern) und ziehen Sie zunächst die Muttern von Hand fest.
● Verwenden Sie einen Drehmomentschlüssel, um die Schrauben gemäß dem in den Zeichnungen angegebenen Drehmoment festzuziehen (z. B. beträgt das Drehmoment für M10-Schrauben normalerweise 25-30 n · m und für M8-Schrauben 15-20n · m). Übermäßiges Drehmoment (das zu Bolzenbrüchen verursacht wird) oder ein unzureichendes Drehmoment (das während des Betriebs zu einer Lockerung führen kann) ist verboten.
● Anziehensequenz: Ziehen symmetrisch festgezogen (z. B. sollten 4 Schrauben in einer "diagonalen Sequenz" festgezogen werden, um eine Verformung von Klassen zu vermeiden).
Schritt 3: Gesamtüberprüfung und Anpassung
Führen Sie nach der Versammlung eine allgemeine Inspektion durch, um Abweichungen rechtzeitig zu korrigieren:
● Verwenden Sie ein Level, um die untere Oberfläche der Halterung zu erkennen: Stellen Sie sicher, dass die Klammer horizontal ist (horizontale Abweichung ≤ 0,5 mm/m). Wenn es geneigt ist, stellen Sie die Dichtungen ein (legen Sie die Dichtungen am Boden der Halterung; erzwungene Biegung der Halterung ist verboten).
● Überprüfen Sie die Parallelität der Rolleinheiten: die Seitenwalzen des TrogsRollgruppeSollte auf beiden Seiten der mittleren Walze symmetrisch verteilt werden, wobei ein Parallelismusfehler ≤ 0,3 mm/m (Nachweis durch die Seilpullingmethode: Ziehen Sie eine gerade Linie an beiden Enden der Rollen und messen Sie die Entfernungsdifferenz zwischen den Rollen und der geraden Linie).
● Drehen Sie alle Walzen erneut: Stellen Sie sicher, dass sich alle Walzen flexibel drehen, ohne "individuelles Jamming". Wenn es ein Jamming gibt, zerlegen und überprüfen Sie die Montage der Lager oder Wellen.












